

De optische vezelproductie begint met een voorvormen. Het kiezelzuur wordt algemeen gebruikt om optische vezel te maken,
omdat het goede transmissie over een brede waaier van golflengten en lage absorptie en verspreidende verliezen heeft (~0,2 dB/km).
Het kiezelzuur is ook hoogst bestand tegen zowel mechanische als optische schade. De kern/beklede wordt verhouding van het voorvormen gehandhaafd tijdens trekt proces.
De resulterende optische vezel heeft deze zelfde kern/beklede verhouding. De de productiefaciliteit van de kiezelzuurvezel in Hicorpwell gebruikt cilindrische kiezelzuurvoorvormen.
Het kan het trekken en het buigen evenals vergrote laserimpulsen weerstaan.
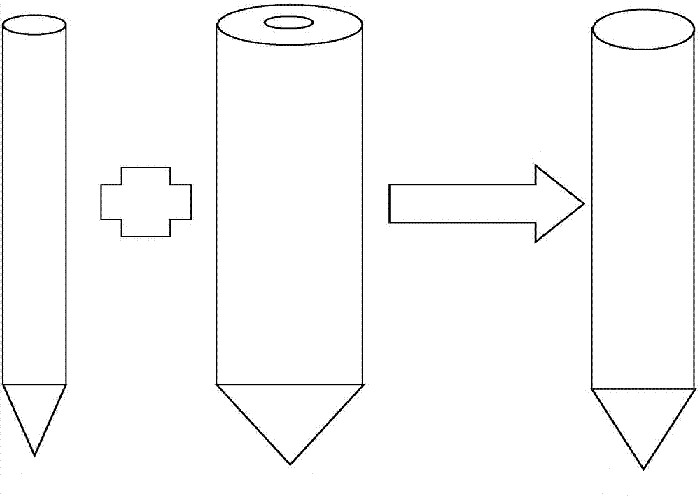
Onze optische vezel van Hicorpwell in één van twee manieren: het trekken van een voorvormen die een beklede glaskern en een glas bevatten of het trekken van een zuivere kiezelzuurstaaf
en deklaag de resulterende vezel met een optisch polymeer als bekleding.
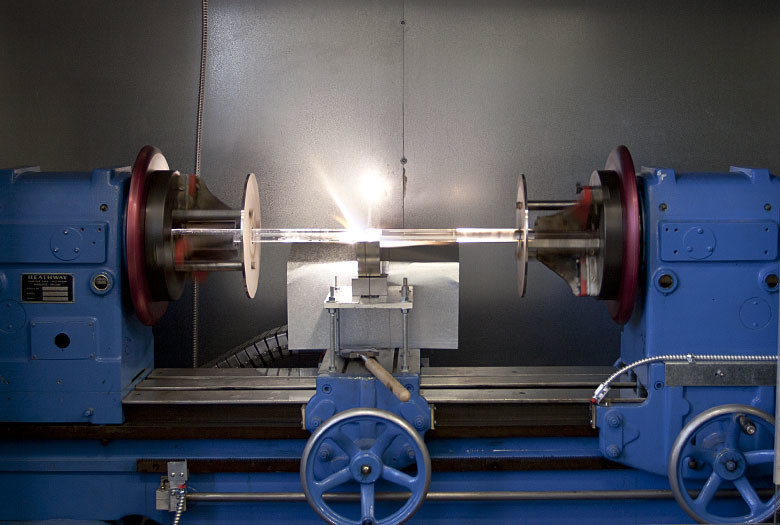
Het voorvormen wordt voorbereidingen getroffen voor trekt op de glas-werkende draaibank.
Het handvateind wordt gegooid, of geladen die, in de hoogste-voereenheid bij de bovenkant van de toren wordt gevestigd.
De hoogste-voereenheid vermindert het voorvormen in de oven, en het het verwarmen procédé begint.
Deze gealigneerde oven heeft een grafietelement geen dat de randen, maar, het voorvormen raakt.
Het grafiet laat de hitte toe om gelijk rond de glascilinder worden verdeeld.
High-purity, zuurstofvrije Argongas wordt gecirkeld door de oven om het grafietelement bij hoge temperaturen te beschermen.
De oven verwarmt langzaam omhoog het voorvormen. Aangezien de temperatuur toeneemt, zal het voorvormen beginnen te gloeien.
Deze heldere oranje gloed wordt veroorzaakt door de hitte van de oven en zal zich bij de las tussen het handvat en het voorvormen verspreiden.
Het voorvormen brengt zo ook licht aan de optische vezel over het zal worden.
Zodra de oven ongeveer 2000 °C bereikt, begint het dalingseind van het voorvormen onder ernst door het gat op de bodem van de oven te vallen.
Het dalingseind is wat blijft nadat een kwartshandvat na het firepolishing is verwijderd.
Een technicus snijdt het dalingseind van de glasstroom en begint de onlangs getrokken vezel uit de oven te trekken.
Hij bindt een klein gewicht aan het eind van het glas vast en past het door de rest apparaten langs de lengte van de toren en in de kaapstandertrekker in.
![]()
![]()
![]()