Een draai- of strengmachine (draadstrengmachine) is gespecialiseerde automatiseringsapparatuur die wordt gebruikt om enkele of meerdere draden in een uniforme, gestructureerde streng te draaien. Het wordt veel gebruikt in de draad- en kabel-, elektronica-, auto- en elektrische productie-industrieën en speelt een sleutelrol bij het verbeteren van de geleidbaarheid, mechanische sterkte en stabiliteit van draden.
De primaire functie is om afzonderlijke draden (zoals koper, aluminium, vertind koper, geëmailleerde draad of glasvezelgeleiders) in een enkele, geïntegreerde streng te draaien. De gedraaide structuur verbetert de prestaties van de draad - bijvoorbeeld door signaalinterferentie in communicatiekabels te verminderen of de draagkracht in stroomkabels te vergroten.
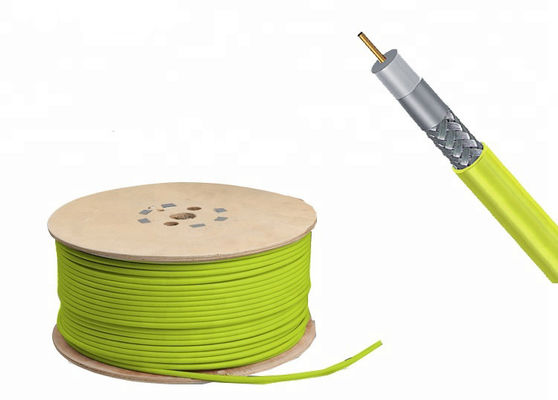
- Draad- & Kabelproductie: Strengen voor stroomkabels (0,6/1kV laagspanning tot 110kV hoogspanning), LAN-kabels (Cat5e/Cat6), bedradingsbomen voor auto's en coaxkabels.
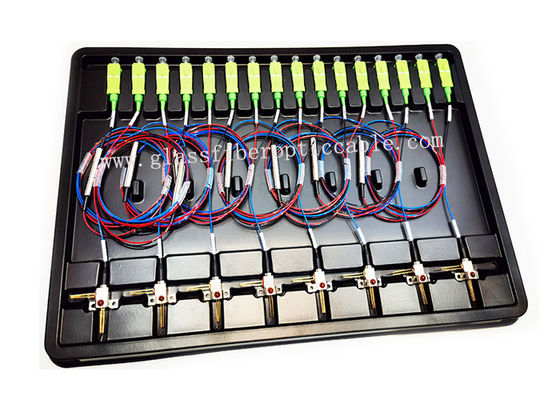
- Elektronica-industrie: Draaien van geëmailleerde draad voor motoren/transformatoren en flexibele draad voor connectoren.
- Speciale draadverwerking: Productie van gevlochten draad, afgeschermde draad en precisiedraad van medische kwaliteit.
De werking van een draai- of strengmachine volgt een "uniforme spanningsvoorziening → synchroon draaien → stabiele tractie → nauwkeurig wikkelen" workflow, aangedreven door mechanische transmissie en geautomatiseerde besturing. De kernstappen zijn als volgt:
- Afwikkelmechanisme: Ruwe draden worden op meerdere afwikkelspoelen gewikkeld (het aantal hangt af van het vereiste aantal strengen, bijvoorbeeld 7-strengs of 19-strengs strengen). Deze spoelen zijn gemonteerd op een roterende "afwikkeltafel" of vaste afwikkelkaders.
- Spanningsregeling: Elke afwikkelspoel is uitgerust met een spanningsregelaar (bijvoorbeeld magnetische poederrem, dansarm of dempingswiel) om een consistente spanning over alle draden te garanderen. Instabiele spanning veroorzaakt ongelijkmatig draaien of draadbreuk.
Dit is de belangrijkste schakel en de draaimethode varieert per machinetype (zie sectie 3 voor classificaties). Het kernprincipe is om een roterend mechanisme te gebruiken om de draden rond een centrale as te laten spiralen:
- Draaien: Een servomotor of variabele frequentiemotor drijft een "draaibog" (een U-vormige roterende component) of "draaikooi" (een multi-spindel draaitafel) aan via een reductiemotor en synchrone riem.
- Strengvorming: Terwijl de draaibog/kooi roteert, worden de draden van de afwikkelspoelen in de draaizone getrokken, waar ze om elkaar heen spiralen om een strenggeleider te vormen. De rotatiesnelheid bepaalt direct de "draaihoek" (afstand tussen aangrenzende spiralen) - hogere snelheid = kortere hoek = strakkere draai.
- Tractiemechanisme: Na het draaien wordt de geïntegreerde streng naar voren getrokken door een paar tractiewielen (meestal met rubber bekleed om draadschade te voorkomen). De tractiesnelheid is gesynchroniseerd met de draaisnelheid om speling of uitrekking te voorkomen.
- Lengtebewaking: Een encoder is geïnstalleerd op het tractiewiel om de rotaties te tellen. Het systeem berekent de werkelijke lengte van de strengdraad (gebaseerd op wielomtrek × rotaties) en activeert een snij- of stopsignaal wanneer de vooraf ingestelde lengte is bereikt.
De gedraaide draad wordt gelijkmatig op een opneemspoel gewikkeld via een "traversegeleider" (een heen en weer gaande component die ervoor zorgt dat de draad netjes wordt gerangschikt zonder overlapping). De opneemspoel wordt aangedreven door een koppelmotor of servomotor, met de snelheid aangepast aan de tractiesnelheid voor stabiel wikkelen.
- Sensoren (bijvoorbeeld draadbreukdetectoren, spanningssensoren of overbelastingsschakelaars) bewaken het proces in realtime. Als een draad breekt, in de knoop raakt of de spanning de drempel overschrijdt, stopt het systeem onmiddellijk de machine en activeert een alarm om schade aan de apparatuur of defecte producten te voorkomen.
Machines worden geclassificeerd op basis van structuur en draaimethode, elk geschikt voor verschillende draadspecificaties en productiebehoeften:
Parameters beïnvloeden direct de prestaties van de machine en het toepasselijke draadbereik. Let bij het selecteren van een machine op het volgende: